TURBO Submersible Mixers
- in sewage treatment plants, food processing, fish farming, agriculture, industry,
- mixing sewage in nitrification and denitrification chambers in biological sewage treatment plants,
- supporting oxygenation and mixing devices in cases of too weak chamber hydraulics,
- improving the oxygenation effects of aeration grates and diffusers by causing horizontal circulation,
- preventing suspensions and sediment from settling at the bottom of tanks,
- mixing the liquid to prevent it from turning.
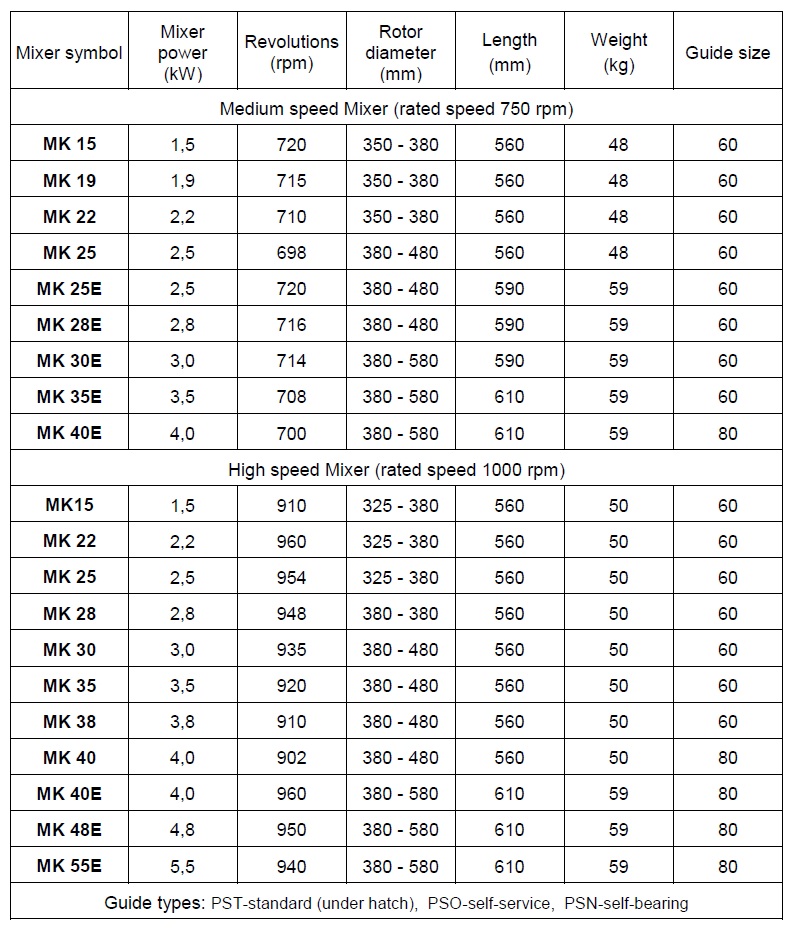
Power: 1,5 - 5,5 kW
Rotation speed: 697 - 960 rot/h
Rotor diameter: 325 - 580 mm
Mixing capacity: 165 - 460 m3
Max immersion depth: 10 m
Weight: 48 - 59 kg
Turbo submersible mixers are the perfect solution for mixing all types of liquids in small and medium-sized tanks. Solid construction and high quality of workmanship guarantee safe and long-lasting operation in the most difficult conditions. We test all our devices in a special tank, simulating operation in real conditions, thanks to which we are able to adapt our devices to individual customer requirements. The result is failure-free operation and low energy consumption.
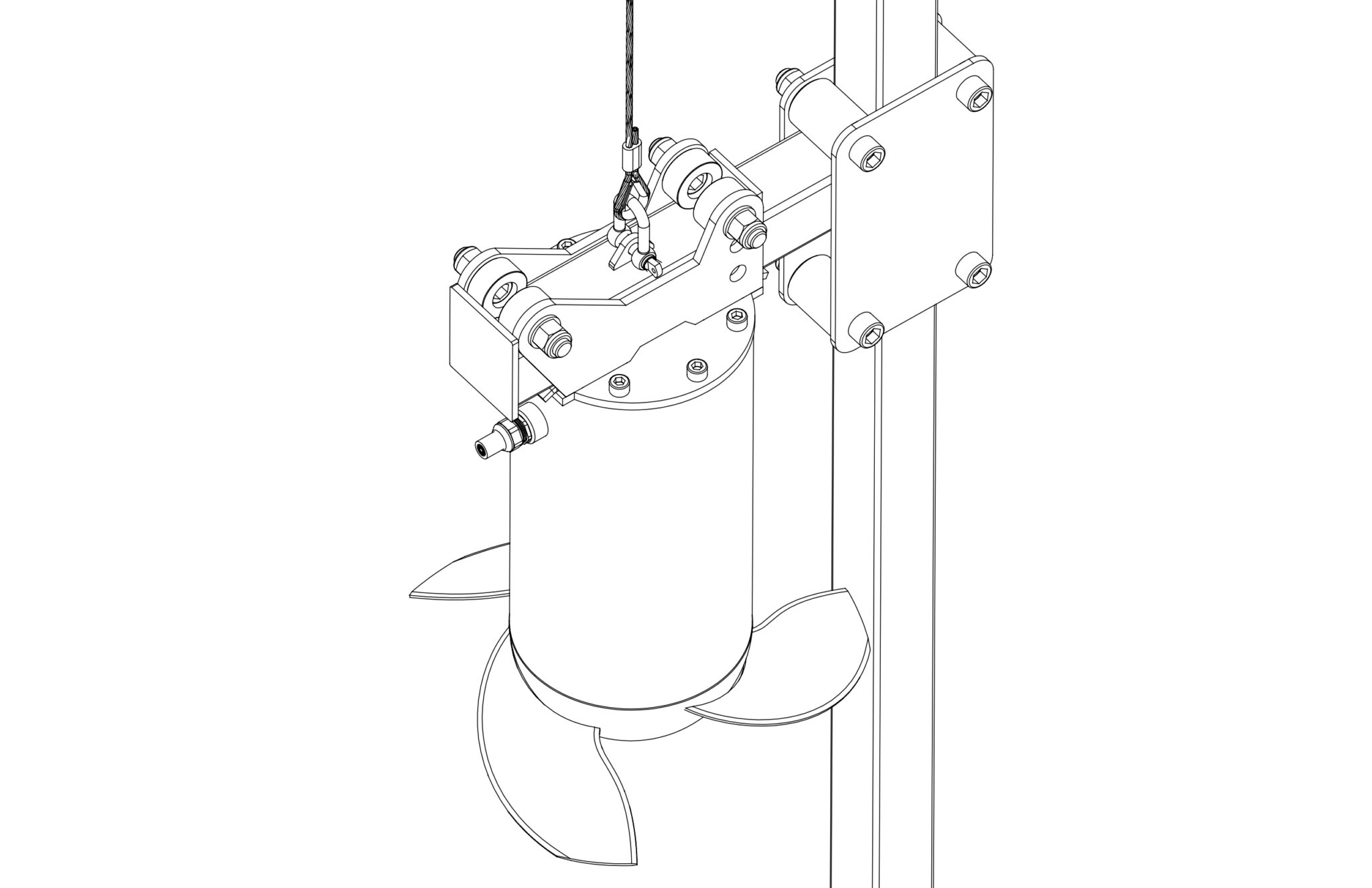
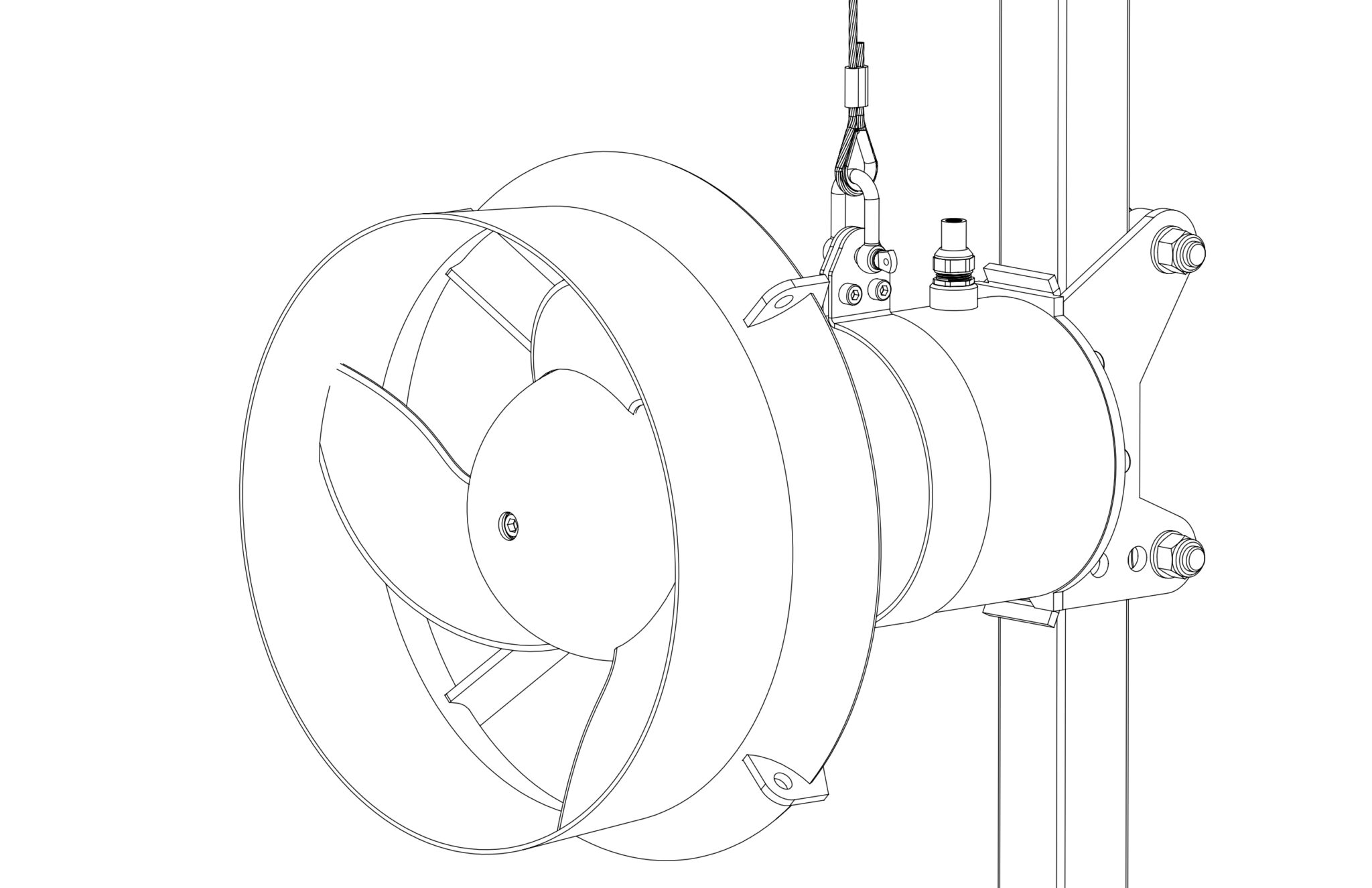
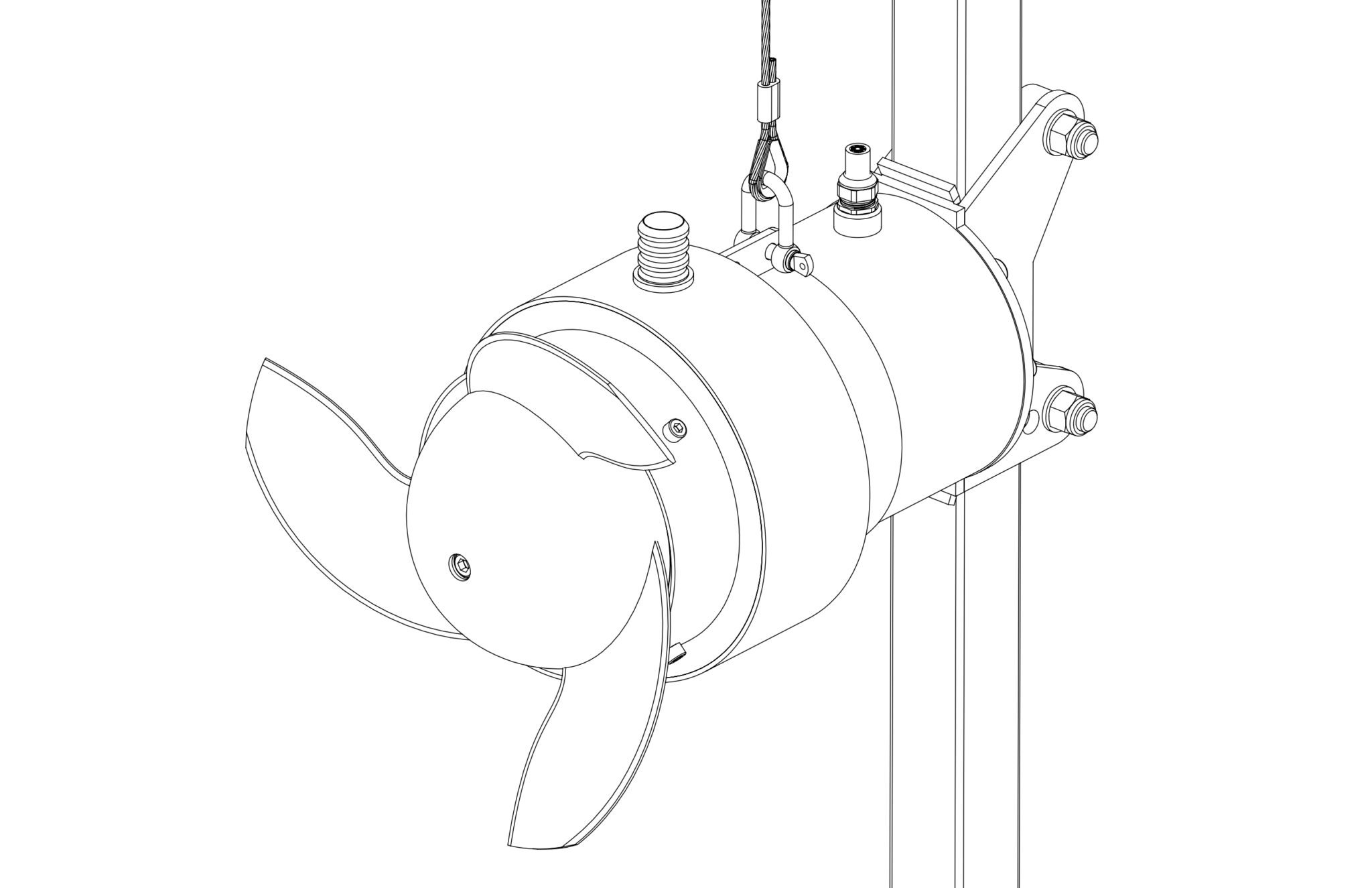
Turbo submersible mixers are built on the basis of a three-phase asynchronous submersible electric motor, on the shaft of which a propeller rotor is mounted. All external elements of the mixer, propeller rotor, additional equipment (e.g. angle attachment, flow ring) and all connecting elements are made of stainless steel. The appropriate angle of attack of the leading edge of the propeller rotor blades ensures its self-cleaning during operation. On the propeller rotor side, the motor shaft is protected by a two-stage front seal with an intermediate oil chamber. The length of the power cord can be freely selected according to the customer’s requirements.
The mixer power was determined for clean water in a chamber similar in shape to a circulation ditch, assuming a minimum forced speed of 0.1 m/s. In real conditions, factors that limit the possibility of achieving optimal circulation with minimal hydraulic losses should be taken into account, i.e. the size and shape of the chamber or circulation ditch, the location of the mixers, the type of wall surface, the density and viscosity of the liquid, the amount and type of solid impurities, etc. The design of the mixers is intended for operation in intense cooling conditions, should not be started and should not be operated without immersion or in liquid with a temperature above 40oC. It is recommended that mixers operating under increased load (In40 current) have built-in motor thermal protection.
Turbo mixers are produced in 2 material variants:
Standard version – all external, visible elements of the mixer are made of stainless steel – a variant ensuring good resistance to corrosion in municipal sewage and most industrial sewage.
Made of acid-resistant steel – provides increased corrosion and chemical resistance. All external elements in direct contact with sewage are made of 304 stainless steel; in case of operation in particularly demanding conditions, the mixer can be made of 316 steel.
Control system – mixers can be equipped with a control cabinet, the basic variant of the cabinet includes protection against motor overload, phase loss, accidental change of phase sequence and the CR-3 signaling device. Of course, we can design and implement any control according to the customer’s guidelines; complex control systems are based on an inverter. The protection level of the cabinets – IP65 allows them to be used outdoors
Electric motor protection:
– temperature control sensor – thermistors, built into the stator windings of the mixer motor, react when the safe operating temperature is exceeded. This protects the engine from damage due to overheating.
Temperature sensors should be used in engines subject to overheating. This applies to engines operating in places with elevated ambient temperatures (>40°), engines exposed to overloads, engines exposed to frequent or heavy starts, and engines in which cooling is weaker than standard.
For most submersible mixer motors there is no particular need for built-in thermal protection, assuming that the standard motor protection, in particular overload protection, is working properly. During operation, the mixers are intensively cooled by the liquid flowing around them and usually operate at temperatures much lower than permissible.
– water presence sensor in the oil chamber – A sensor with a probe in the oil chamber signals the presence of water in an amount greater than the permissible amount and the need to immediately change the oil combined with assessing the condition of the seals based on the analysis of the drained oil.
In most cases, mechanical face seals used in submersible mixers ensure complete tightness. However, seal manufacturers reserve the possibility of minimal leaks occurring in certain circumstances. Small amounts of water dissolve in the oil or create an emulsion that further works perfectly with seals. Larger amounts of water, which the oil is no longer able to absorb, accumulate in the lower part of the chamber and also do not affect the operation of the seals. Water from seal leaks is removed during periodic oil changes.
– moisture sensor in the engine compartment – During the final assembly of the mixer, an insert is placed inside the engine to absorb moisture from the air trapped in the engine compartment. This avoids moisture and condensation inside the engine.
The moisture sensor signals the presence of moisture inside the engine compartment caused by a leak. The activation of this sensor is an indication that the mixer should be immediately inspected to determine the cause of the leak.
– integrated CR-3 signaling device – Probes and security sensors built into the mixer can be operated by the integrated CR-3 signaling device designed especially for submersible mixers of our production. If any of the protections are activated, the mixer operation is stopped and the appropriate diode on the CR-3 sensor lights up, indicating the reason for stopping the mixer.
The CR-3 indicator is necessary for the correct operation of the sensors when the mixer is equipped with all 3 sensors (engine temperature, presence of water in the oil chamber, engine humidity).
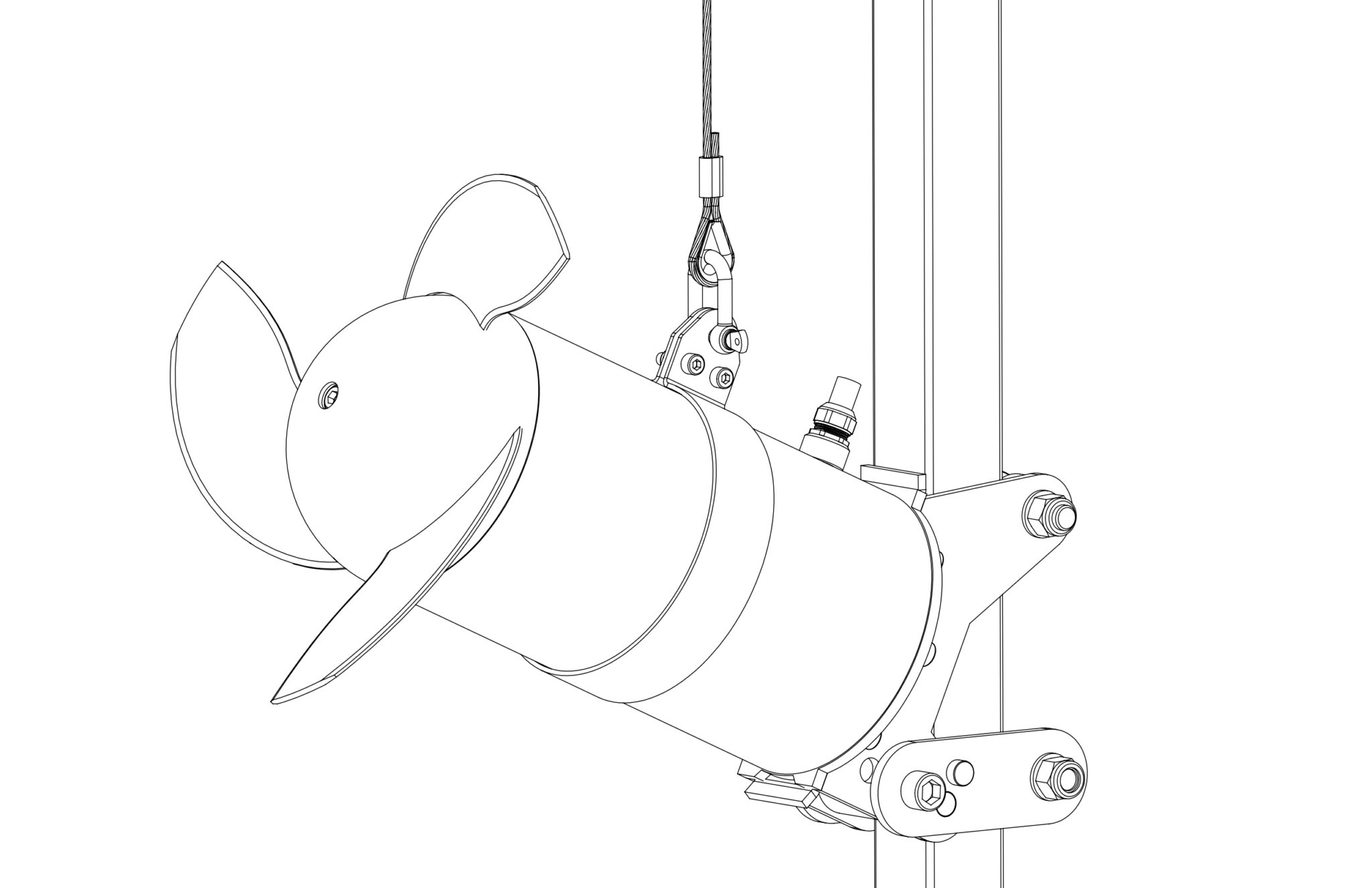
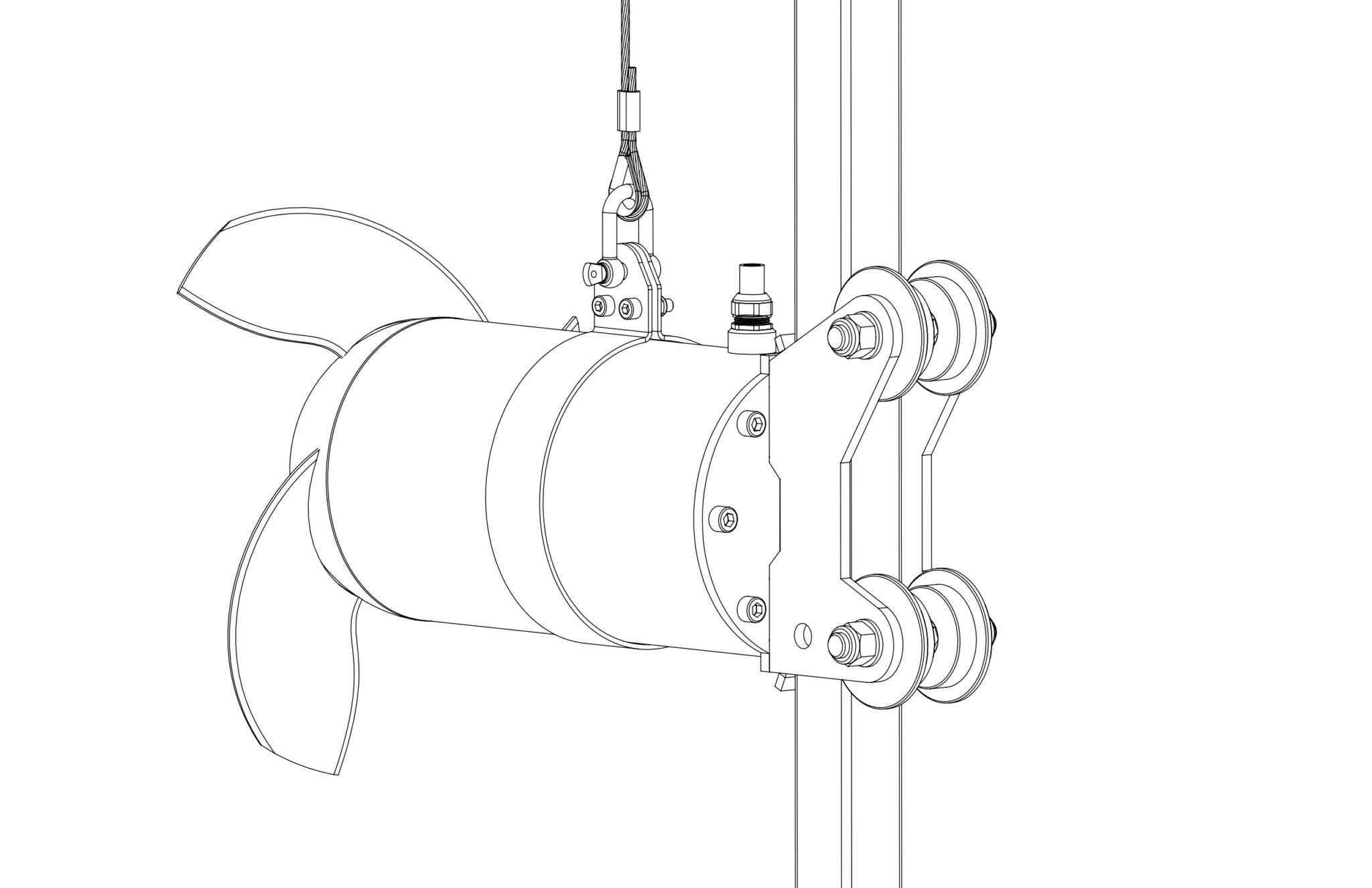
Angle attachment – In the standard version, the mixer is mounted directly on the guide column in a horizontal position. In some cases, it is advisable to install the mixer inclined downwards, e.g. to better lift sediments or induce vertical circulation, or upwards to break up the foam that appears on the surface. The angle attachment, which is an additional accessory, allows you to tilt the mixer by an angle of 10 or 20 degrees up or down.
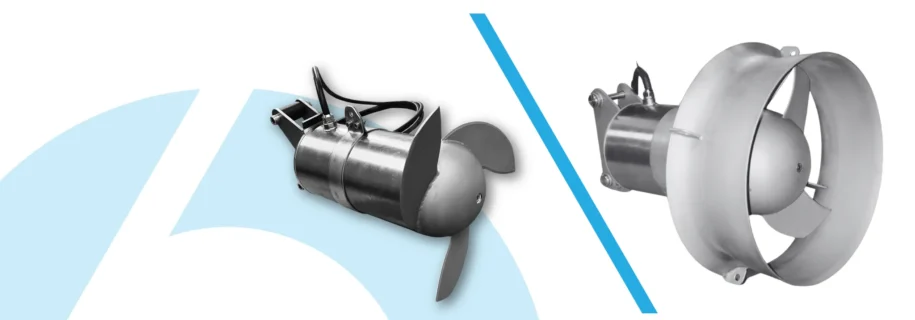
Propeller cover – The use of a flow ring reduces the rotor’s susceptibility to mechanical damage, increases operational safety and improves the range and mixing efficiency.
Aeration cap – The use of an aeration cap for submersible mixers allows mixing sewage and aerating it at the same time. Oxygenation of wastewater, however, comes at the cost of deteriorating mixing efficiency. A typical application of such a solution is to refresh sewage in catchments, retention or buffer reservoirs, support existing aeration systems or replace these systems in the event of their failure.
Guide adapter – If the mixer must be installed on an existing guide with a different column cross-section than the standard one (square profile 50 x 50 mm), an adapter can be used that allows the installation of mixers on any column profile.
Vertical operation – In special cases, when it is necessary to operate the mixer at a significant inclination or even vertically, you can use a mixer with a modified seal allowing the mixer to operate in such a position and a handle for vertical work.